






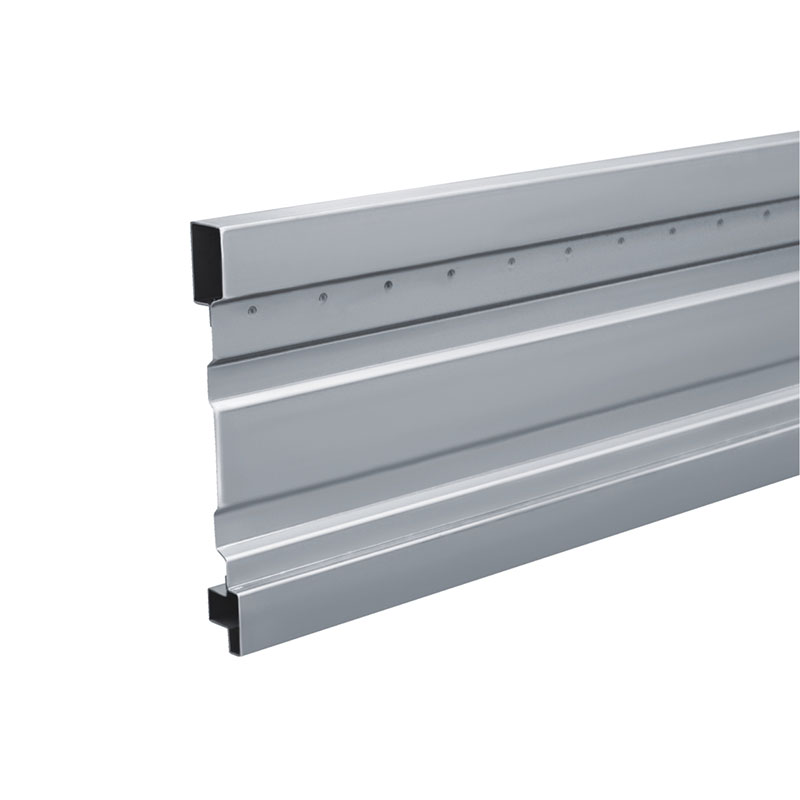
Дешево пластинчатый пружинный наконечник наружной пластины сварной монтаж
Вот это сочетание — ?дешево пластинчатый пружинный наконечник? — сразу наводит на мысли о компромиссе. Многие, особенно те, кто только начинает работать с узлами гусеничных цепей или аналогичными сборками, гонятся за низкой ценой, думая, что главное — форма и размер. А потом удивляются, почему пластинчатый пружинный наконечник отходит после полугода работы в грунте или почему сварной шов дает микротрещину не там, где ожидалось. Сам через это прошел, когда лет десять назад пытался сэкономить на ремонте ходовой для старого экскаватора. Купил партию таких наконечников по бросовой цене — внешне вроде те же самые, марка стали в документах правильная. А на деле — неоднородность материала, из-за которой сварной монтаж превращался в лотерею: где-то шов лег идеально, а где-то металл ?поплыл? или появилась хрупкость в зоне термического влияния.
Где кроется подвох в слове ?дешево??
Понятно, что цена складывается из многого. Но с пружинными наконечниками для наружных пластин — особая история. Это не просто кусок стали. Его функция — амортизация ударных нагрузок, постоянное возвратно-поступательное движение. Если пытаться удешевить за счет сырья, часто идут по пути упрощенной термообработки. Визуально деталь может быть твердой, но ударная вязкость не та. Или наоборот — слишком ?мягкая? для своих задач. Я как-то разбирал узел после поломки: наружной пластины сам наконечник не сломался, а дал трещину у основания, как раз в зоне перехода к телу пластины. Металлографический анализ потом показал пережог при закалке — типичный признак попытки ускорить и удешевить процесс.
Еще один момент — геометрия. Кажется, что все просто: выштамповал, загнул. Но радиус изгиба, толщина сечения в разных точках — это расчетные параметры, влияющие на жесткость и ресурс. Дешевые аналоги часто имеют упрощенный, неоптимальный профиль. В результате пластинчатый пружинный элемент работает с перенапряжением в одних зонах и недогрузкой в других. Ресурс, естественно, падает. И это не всегда видно сразу — может, первые месяцы все будет работать.
Поэтому, когда вижу запрос с акцентом на ?дешево?, всегда хочется спросить: а для каких условий? Для неответственного механизма с малой нагруженностью — возможно. Но для серьезной техники, где отказ узла ведет к простою и большим ремонтам, такая экономия выходит боком. Лучше один раз нормально смонтировать качественную деталь, чем трижды переделывать сварной монтаж и менять пластины.
Сварной монтаж — это не ?прихватил и готово?
Тут многие, особенно молодые сварщики, допускают ошибку. Видят наконечник наружной пластины — и варят его как обычную накладку. А это пружинная сталь, часто с высоким содержанием углерода или легирующих элементов. Без правильного подхода к подготовке и режимам сварки — гарантированно получишь проблемы.
Первое — обязательная предварительная подготовка кромок и зоны контакта. Окалина, ржавчина, масло — все это нужно убирать до чистого металла. Я сам однажды недосмотрел, решил, что деталь новая и чистая. А там консервационная смазка, которую не снял как следует. Шов пошел пузырями, пористость по всей длине. Пришлось срубать и начинать заново, теряя время и рискуя перегреть основную пластину.
Второе — выбор присадочного материала и режимов. Нужен электрод или проволока, которые обеспечат шов с близкими механическими свойствами, но без излишней хрупкости. Часто используют электроды для сварки среднеуглеродистых сталей с низким содержанием водорода. Сила тока, скорость — все подбирается, чтобы минимизировать зону термического влияния. Перегрев — главный враг. Пружинные свойства могут ?отпуститься? именно из-за этого.
И третье, о чем часто забывают, — это фиксация. Перед сваркой деталь должна быть надежно зафиксирована в правильном положении. Малейший перекос, и наконечник будет работать с предварительным напряжением, для которого не рассчитан. Мы в цеху для ответственных узлов всегда используем сборочно-сварочные кондукторы, особенно когда речь о серийной работе. Это не прихоть, а необходимость для повторяемости качества.
Опыт с конкретным поставщиком и почему важна стабильность
Несколько лет назад наша ремонтная служба начала сотрудничать с ООО Чжученг Аолонг Машинери. Честно говоря, поначалу были сомнения. Но их сайт https://www.zcaljx.ru показывал серьезный подход: видно было, что предприятие с историей (зарегистрированы еще в 2006-м), со своими производственными площадями и, что важно, с квалификацией для разработки и проектирования на государственном уровне. Это не гаражный цех.
Мы заказали у них пробную партию именно пластинчатых пружинных наконечников для наружных пластин гусениц карьерного самосвала. Задача была не из легких — ударные нагрузки, абразивный износ. Важна была не только твердость, но и выносливость. Детали пришли упакованные, с паспортами, где были указаны марка стали (совпадала с заявленной), параметры термообработки.
Что сразу отметили наши технологи — стабильность геометрии. Все десять штук в партии были как под копирку. Это говорит о хорошей оснастке и контроле на производстве. При сварном монтаже проблем не возникло: металл вел себя предсказуемо, шов ложился ровно, без непонятных пор или подрезов. После установки узел отработал положенный моторесурс без нареканий. С тех пор мы берем у них эти детали для плановых ремонтов. Да, это не самое ?дешево? на рынке, но это тот случай, когда цена оправдана надежностью и отсутствием внеплановых простоев.
Кстати, на их сайте в разделе продукции видно, что они сами производят многое, от поковок до сложных сборочных единиц. Это важно. Когда производитель контролирует весь цикл, от заготовки до готовой детали, рисков получить брак из-за некачественного сырья или кустарной термообработки гораздо меньше. Для таких ответственных деталей, как пружинный наконечник, это критично.
Типичные ошибки при монтаже и как их избежать
Помимо сварки, есть еще нюансы, которые могут свести на нет все преимущества хорошей детали. Одна из частых ошибок — неправильная оценка износа посадочного места на самой наружной пластине. Бывает, пластина уже имеет выработку, впадину. Монтажник ставит новый наконечник, проваривает, но из-за неравномерного зазора контакт неполный. В итоге нагрузка распределяется не по всей площади, а точечно. Это приводит к ускоренному усталостному разрушению либо самого наконечника, либо сварного шва по краям.
Перед монтажом нужно обязательно проверять плоскость и состояние базы. Если есть износ — либо менять пластину (что правильно, но дорого), либо, в крайнем случае, компенсировать зазор, но это уже высший пилотаж и требует согласования с инженером. Мы обычно идем по пути замены комплекта — пластина с наконечником. Экономия на одной пластине может привести к повторному ремонту через короткий срок.
Еще один момент — контроль после сварки. Нельзя просто заварить и отдать в работу. Нужен визуальный контроль шва на отсутствие трещин, подрезов, прожогов. Хорошо бы, особенно для ответственных узлов, сделать контроль твердости в зоне термического влияния простым портативным твердомером. Убедиться, что не произошло недопустимого отпуска или, наоборот, наклепа. Это занимает пять минут, но дает уверенность.
И последнее — никогда не стоит пренебрегать рекомендациями производителя детали. Если ООО Чжученг Аолонг Машинери указывает в техдокументации рекомендованный метод сварки или тип присадочного материала — стоит к этому прислушаться. Они провели свои испытания и знают, как их металл себя ведет. Мы всегда запрашиваем такую информацию, если она не приложена изначально.
Вместо заключения: мысль вслух о надежности
Работая с такими, казалось бы, мелкими деталями, как дешево пластинчатый пружинный наконечник, приходишь к простой истине. В технике, особенно тяжелой, нет неважных узлов. Каждая деталь в цепи нагружена. И попытка сэкономить копейку на комплектующем часто оборачивается тысячами на ремонте и простое.
Поэтому сейчас, когда мне приносят на согласование заявку на покупку ?аналогичных, но подешевле? наконечников, я всегда прошу обоснование. Для какой машины? В каких условиях? Какая наработка на отказ у текущих деталей? Если есть проверенный поставщик вроде упомянутой компании, с которым уже наработана история без сюрпризов, — зачем рисковать и менять его на неизвестного, который предлагает ?дешево??
Надежность — это не про одну сверхпрочную деталь. Это про систему: качественная заготовка, точная обработка, правильный монтаж и адекватная эксплуатация. Выпадает одно звено — вся цепочка рвется. А сварной монтаж пружинного наконечника — как раз то самое критичное звено, где теория встречается с практикой в руках сварщика. И от его понимания сути процесса зависит, проработает ли этот узел положенные часы или выйдет из строя в самый неподходящий момент. Думать об этом нужно до того, как взял в руки горелку или держак.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Сборка кузова Фотон Аолин Хо Юэ Шэнтун
Сборка кузова Фотон Аолин Хо Юэ Шэнтун -
 Педаль серии Фотон M3M4
Педаль серии Фотон M3M4 -
 Ядро панели кузова Фотон Юлинг 330
Ядро панели кузова Фотон Юлинг 330 -
 Основная передняя панель
Основная передняя панель -
 Сборка кузова Фотон Аолинг M3
Сборка кузова Фотон Аолинг M3 -
 Ядро панели кузова Фотон Сяока 360
Ядро панели кузова Фотон Сяока 360 -
 Кронштейн промежуточной опоры карданного вала
Кронштейн промежуточной опоры карданного вала -
 Подвеска карданного вала
Подвеска карданного вала -
 Рамка для модели Шидай H70
Рамка для модели Шидай H70 -
 Сборка кронштейна защиты от грязи
Сборка кронштейна защиты от грязи -
 Сборка замка панели
Сборка замка панели -
 Основная панель пола
Основная панель пола
Связанный поиск
Связанный поиск- Комплект днища terui основная страна покупателя
- Прицеп-самосвал поставщики
- Модернизация грузового кузова основная страна покупателя
- Кронштейн блока подготовки воздуха производители
- Oem грузовой кузов для грузовика
- Боковое ограждение
- Грузовой кузов для грузовика завод
- Поперечина поставщик
- Швеллер 80 мм
- Основной борт поставщики