






Китай внутренняя накладка нижнего пояса средней части правой лонжерона
Когда слышишь ?Китай внутренняя накладка нижнего пояса средней части правой лонжерона?, многие сразу думают о каком-то стандартном штампованном изделии, каталоге и заказе. На деле, если работал с силовыми элементами каркасов, особенно в авиастроении или спецмашиностроении, понимаешь — тут каждая деталь история. Эта накладка — не просто пластина. Она работает в зоне сложных напряжений, часто является усилителем после модификаций или ремонта. И ?китай? в контексте — не страна, а для многих в СНГ уже синоним определенного подхода к технологичности и адаптации под жесткие нормативы, но со своей спецификой.
Что скрывается за термином и где подводные камни
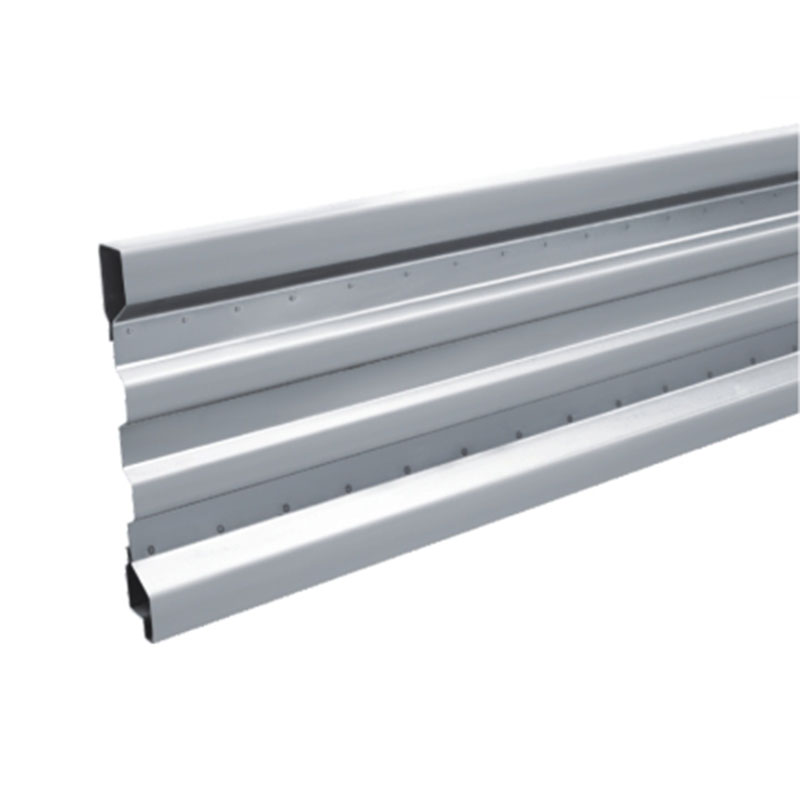
Практически, это элемент для правого лонжерона — силовой балки. Нижний пояс, средняя часть — зона максимальных изгибающих моментов и концентраторов напряжения. Внутренняя накладка здесь чаще всего не просто наваривается, а интегрируется в силовую схему, иногда с заменой секции. Материал — не просто сталь, а конкретная марка, с определенной вязкостью и усталостной прочностью. Ошибка многих — заказывать по чертежу, не учитывая состояние базового металла лонжерона. Бывало, привозили идеально сделанную накладку, но при подготовке посадочного места выяснялось — матрица оригинала дала усталостные микротрещины. Приходится дорабатывать, а это уже согласования.
Еще один нюанс — геометрия внутренней поверхности. Она редко бывает плоской. Часто имеет радиусы или легкую кривизну, повторяющую контур лонжерона. Если сделать абсолютно плоской, возникнет неплотность, которую потом пытаются компенсировать при монтаже, что ведет к перенапряжениям. Чертеж может этого не показать, это знание из практики монтажа. Иногда в спецификациях пишут ?пришабрить по месту?, а это часы работы.
Поставщики. Тут история. Раньше часто брали у локальных мастерских, но с ужесточением норм по усталостной прочности и сертификации материалов потребовались предприятия с полным циклом контроля. Вот, например, обращались в ООО Чжученг Аолонг Машинери (сайт — https://www.zcaljx.ru). Компания зарегистрирована еще в 2006, и что важно — у них есть квалификация второго уровня для разработки и проектирования на госуровне. Это не просто цех. Для таких деталей, как наша накладка, это критично — они могут не только изготовить, но и провести инженерный анализ замены материала или изменения технологии крепления, если исходный вариант недоступен.
Из практики: случай с модификацией шасси
Был проект по усилению шасси для увеличения взлетного веса одной модели сельхозсамолета. Как раз работали с зоной нижнего пояса средней части правого лонжерона. Расчеты показали необходимость установки усиливающей накладки из материала с большим пределом текучести. Задача — интегрировать ее без сверления новых отверстий в основном лонжероне, чтобы не ослаблять его.
Решение предложили инженеры от изготовителя. Они разработали накладку с системой внутренних каналов для высокопрочных болтов, которые стягивали бы ее с лонжероном через существующие отверстия, но с применением специальных втулок, перераспределяющих нагрузку. Сама деталь была выполнена методом точного фрезерования из поковки, чтобы сохранить волокна материала. Но возникла проблема — при термообработке для снятия напряжений после мехобработки появилась легкая деформация, порядка 0.5 мм по дуге. Для плоской детали — ерунда, а для нашей криволинейной — недопустимо.
Пришлось на месте, в сборочном цехе, делать дополнительную правку с помощью гидропресса и шаблона. Заняло два дня. Это тот самый момент, когда идеальный чертеж сталкивается с физикой металла. После правки провели контрольную сборку — все село идеально. Кстати, именно после этого случая в техзадания стали всегда включать пункт о допусках на монтажную подгонку для подобных силовых элементов.
Про материалы и неочевидные зависимости
Часто заказчики требуют ?сделать из самого прочного?. Для внутренней накладки это не всегда верно. Ее материал должен быть, во-первых, совместим по электрохимическому потенциалу с материалом лонжерона, чтобы не было ускоренной коррозии. Во-вторых, его модуль упругости и коэффициент теплового расширения должны быть максимально близки к базовому. Иначе при температурных перепадах (а в эксплуатации они бывают значительные) будут возникать паразитные напряжения.
Опытным путем для многих стальных конструкций остановились на использовании для накладок стали 30ХГСА или ее аналогов, но с индивидуально подобранным режимом отпуска для достижения нужной вязкости. ООО Чжученг Аолонг Машинери здесь себя хорошо показала — у них на площадке в 73 000 кв. метров есть свой участок термообработки с полным циклом контроля, а не отдают на сторону. Это дает стабильность.
Был неприятный инцидент с другой партией от иного поставщика. Накладки прошли УЗК, но при установке одна дала трещину от вибрации при обкатке. Разбор показал — внутри заготовки была ликвационная неоднородность, не выявленная стандартными методами. Теперь для критичных деталей всегда прописываем в договоре выборочный металлографический анализ с каждой плавки. Да, дороже, но надежнее.
Вопросы монтажа и инструмента
Казалось бы, прикрутил и забыл. Нет. Порядок затяжки болтовых соединений для такой детали — отдельная инструкция. Затяжка всегда от центра к краям, крест-накрест, в несколько этапов с контролем момента. Используем динамометрические ключи с храповым механизмом, потому что доступ часто ограничен. Однажды механик использовал пневмогайковерт с регулятором, но из-за износа регулятора момент ?ушел? на 20% выше. Результат — локальная пластическая деформация в зоне отверстия на лонжероне. Деталь пришлось снимать, отверстие рассверливать и ставить ремонтную втулку большего диаметра. Потеря времени — неделя.
Еще момент — подготовка поверхности. Перед установкой внутренней накладки нижнего пояса контактные плоскости и лонжерона, и накладки должны быть обезжирены и покрыты тонким слоем антифрикционного герметика (типа Hylomar). Это не только для герметизации, но и для исключения фреттинг-коррозии от микросдвигов. Многие этим пренебрегают, а через несколько лет эксплуатации в зоне контакта появляются рыжие пятна и задиры.
Взаимодействие с производителем: что важно помнить
Работая с компанией вроде ООО Чжученг Аолонг Машинери, важно предоставлять максимум контекста. Не просто чертеж, а описание условий работы узла: температурный диапазон, основные виды нагружения (статическое, циклическое, ударное), среда (агрессивная, влажная). Они, как предприятие с мощными техническими силами, могут предложить альтернативные решения. В их восьми функциональных подразделениях есть и КБ, и отдел главного металлурга.
Например, в одном из заказов мы не могли предоставить оригинальный чертеж, только эскиз и размеры по месту. Они прислали инженера, который снял параметры, сделал 3D-сканирование зоны, а потом их КБ разработало полноценный комплект КД на деталь и техпроцесс ее установки. Это сэкономило нам месяцы работы.
Итоговый вывод по китай внутренняя накладка нижнего пояса средней части правой лонжерона прост: это не товар из каталога, а небольшой инженерный проект. Успех зависит от триады: точные исходные данные, грамотный производитель с полным циклом (как упомянутая компания, где работают более 200 сотрудников с четким разделением обязанностей) и понимание монтажниками всей важности технологии установки. Мелочей тут не бывает. Каждая такая деталь — это пазл в общей картине надежности всей конструкции.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Кронштейн для бака рулевого управления
Кронштейн для бака рулевого управления -
 Ядро панели кузова Фотон Цзянхуай Танг 550
Ядро панели кузова Фотон Цзянхуай Танг 550 -
 U-образная поперечная балка H48
U-образная поперечная балка H48 -
 Задняя опора ударного бампера
Задняя опора ударного бампера -
 Пластина для крепления тяги замка боковой двери
Пластина для крепления тяги замка боковой двери -
 Контролирующая панель
Контролирующая панель -
 Кронштейн для крепления номерного знака
Кронштейн для крепления номерного знака -
 Ядро панели кузова Фотон Юлинг 330
Ядро панели кузова Фотон Юлинг 330 -
 Треугольная усилительная пластина
Треугольная усилительная пластина -
 Боковой защитный барьер Фотон Сяока, Аолинг С1, Шидай, Оумарк, Чаока
Боковой защитный барьер Фотон Сяока, Аолинг С1, Шидай, Оумарк, Чаока -
 Задний защитный барьер Фотон Руиво
Задний защитный барьер Фотон Руиво -
 Задняя панель фонаря для малой фуры
Задняя панель фонаря для малой фуры
Связанный поиск
Связанный поиск- Днище в сборе и комплектующие поставщики
- Кронштейн задних фонарей фургона поставщики
- Дешево прижимная пластина брызговика
- Кронштейн электронасоса поставщик
- Дешево крепление дополнительного стоп-сигнала
- Паз крепления балки основная страна покупателя
- Переднее нижнее защитное устройство (пнзу) в сборе
- Подножка кабины производитель
- Дешево внутренняя накладка нижнего пояса средней части левой лонжерона
- Дешево аварийный бампер грузовика