






Китай окантовка
Когда слышишь ?Китай окантовка?, первое, что приходит в голову многим — это дешёвые станки с сомнительной точностью, которые годятся разве что для гаражных мастерских. Я и сам долго так думал, пока не столкнулся с реальными проектами, где китайское оборудование для обработки кромки, особенно от производителей с полным циклом, вроде ООО Чжученг Аолонг Машинери, показало себя совсем с другой стороны. Их сайт, https://www.zcaljx.ru, — это не просто витрина, а отражение серьёзного подхода: предприятие с 2006 года, 73 000 кв. метров площади, собственные разработки и гос. квалификация. Это не кустарщина.
Что на самом деле скрывается за термином
Понятие ?окантовка? в контексте китайского оборудования — это целый пласт. Речь не только о простой обрезке края листа. Это комплексные линии, включающие гибку, фальцовку, нанесение уплотнителей. Частая ошибка — считать, что китайские станки универсальны ?на всё?. Нет. У того же Чжученг Аолонг, судя по их структуре с восемью подразделениями, скорее всего, есть специализация. Например, оборудование для окантовки алюминиевых профилей для фасадов будет сильно отличаться от линии для обработки кромки стальных дверей.
Вот смотрите: ключевое отличие — в подходе к контролю качества на выходе. На старых или мелких производствах часто экономят на системе позиционирования и датчиках. В результате — ступенька на углу, неидеальный прижим. А когда у компании есть статус национального предприятия высоких технологий, как у упомянутой, там, вероятно, внедряют свои решения по лазерному контролю геометрии. Это уже другой уровень.
Поэтому, когда говорят ?китайская окантовка?, нужно сразу уточнять: для какого материала, для какого тиража, какая точность требуется. Одно дело — делать отбортовку на листе для корпуса вентиляции, другое — на видимом элементе мебели премиум-класса. И оборудование, и технология будут разными.
Личный опыт: от скепсиса к конкретным цифрам
Помню проект лет семь назад. Нужно было организовать участок по производству сэндвич-панелей с отбортованными замками. Европейские линии стоили космически. Решили рискнуть с китайским комплексом, но не первым попавшимся, а выбирали среди тех, кто имеет полный цикл разработки. Тогда-то и наткнулись на производителей уровня ООО Чжученг Аолонг Машинери. Не буду утверждать, что работали именно с ними, но их кейс как раз показателен: площадь в 45 000 кв. м под цеха — это не для сборки ?отвёрточным? методом, это для собственного производства станин, порталов, шпиндельных групп.
Главным открытием стала не цена, а адаптивность. Китайские инженеры, по крайней мере из серьёзных компаний, готовы были дорабатывать чертежи под наш конкретный профиль замка. Приехали пусконаладчики, которые не просто подключили станок, а две недели вместе с нашими технологами выставляли допуски на окантовку и притирали режимы. Были, конечно, и косяки: например, система подачи конвейера иногда ?задумывалась? при смене толщины материала. Пришлось ставить дополнительный датчик — они оперативно выслали схему и компоненты.
Итог: линия вышла на плановую производительность на 15% медленнее, чем планировалось, но в итоге стабильно работала 5 лет до модернизации. Рентабельность оказалась выше, чем если бы брали б/у европейский аналог. Но это при условии, что у нас был свой грамотный инженер, который мог вести диалог с поставщиком на техническом языке.
Где кроются подводные камни: неочевидные детали
А теперь о грустном, чтобы не было иллюзий. Даже с хорошим поставщиком проблемы возникают на стыках. Первое — оснастка. Ножи для окантовки, фальцовочные ролики — расходники. Оригинальные от производителя могут идти долго, но стоят. Попытки заказать аналоги у местных или других китайских фирм часто проваливаются: на пару микрон отличается угол заточки или твёрдость — и уже брак по кромке. Приходится создавать запас оригинальных запчастей, что замораживает деньги.
Второе — программное обеспечение. Интерфейс часто только на китайском и английском, а перевод технических терминов хромает. Бывало, функция называлась ?Fine-tuning?, а по факту это была грубая калибровка. Разбирались методом тыка. Сейчас, глядя на сайт zcaljx.ru, вижу, что у них явно делают ставку на R&D — надеюсь, они уже улучшили софт и делают локализацию.
Третье, и самое важное — сервис. Время реакции. Если сломалась гидравлика на европейском станке, деталь везут 3-5 дней. Из Китая — минимум две недели, даже с учётом ускоренной логистики. Поэтому критически важно на этапе заказа проанализировать уязвимые узлы и заказать с запасом именно их: блоки ЧПУ, определённые датчики, платы управления. Это не paranoia, это necessity.
Кейс: интеграция в существующий технологический процесс
Расскажу про один не самый удачный, но поучительный опыт. Завод хотел автоматизировать окантовку боковин для шкафов управления. Был старый пресс, работали вручную. Купили китайский автоматический кромкогибочный станок. Всё вроде бы хорошо: и точность, и скорость. Но не учли подготовку материала. Станок требовал идеально ровную, очищенную от окалины заготовку. А наша линия резки давала небольшую волну по краю и остаточное напряжение в металле.
В результате на выходе из нового станка получалась вроде бы идеальная отбортовка, но после покраски и сборки геометрия ?вела?, появлялись щели. Проблема была не в станке для окантовки, а в предыдущей операции. Пришлось дорабатывать линию резки и добавлять операцию правки. Мораль: китайское оборудование часто очень требовательно к входному качеству заготовки. Оно не ?прощает? косяков предыдущих переделов, в отличие от старого доброго пресса, где опытный рабочий мог ?дожать? руками. Это к вопросу о комплексных решениях: возможно, стоило обратиться к такому интегратору, как ООО Чжученг Аолонг Машинери, который, судя по масштабам, может предложить не отдельный станок, а проанализировать и предложить решение для всего участка.
После этого случая мы выработали правило: внедряя любое новое оборудование для формовки кромки, сначала делаем полный аудит предыдущих этапов — резки, штамповки. Иначе эффект будет нулевым или отрицательным.
Будущее и нишевые применения
Сейчас вижу тренд на гибридизацию. Окантовка перестаёт быть изолированной операцией. Всё чаще это модуль в составе гибко-сборочного центра. Особенно это актуально для производства вентиляционных систем, где нужно и отбортовать фланец, и нанести герметик, и сразу собрать узел. Китайские производители здесь активно двигаются в сторону роботизации.
Ещё один интересный момент — обработка композитных материалов. Тот же алюмокомпозит. Его окантовка — это высший пилотаж, чтобы не расслоился, чтобы не пошла трещина. Нужен особый температурный режим, специальная оснастка с полимерными накладками. Я знаю, что некоторые китайские инжиниринговые компании берутся за такие задачи и делают прототипы линий. Это говорит о росте компетенций.
Вернёмся к началу. ?Китайская окантовка? — это уже не синоним низкого качества. Это широкий спектр решений — от бюджетных до высокотехнологичных. Выбор зависит от задачи. Если вам нужен станок для разовых работ — можно взять что-то попроще. Если выстраиваете серийное, ответственное производство — нужно смотреть в сторону предприятий с собственными разработками и мощностями, подобных ООО Чжученг Аолонг Машинери. Их наличие гос. квалификации второго уровня для проектирования — это не просто бумажка, это индикатор глубины погружения в технологию. Но готовьтесь к сложностям интеграции и создавайте запас по критичным компонентам. Без этого даже самое хорошее железо будет простаивать.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
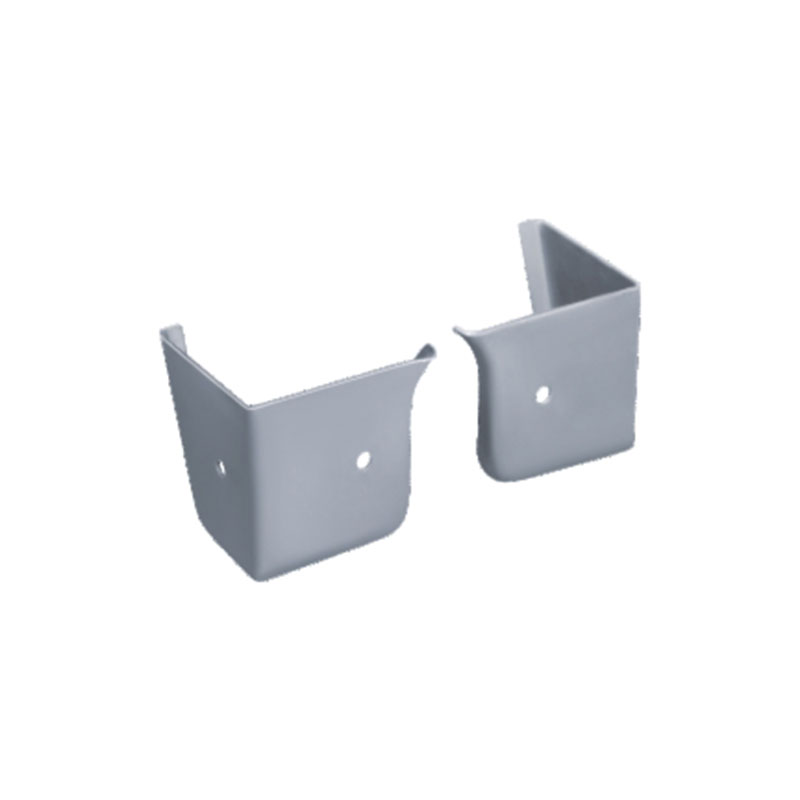
 Кронштейн для установки защитного барьера Фотон Аолинг Оумарк
Кронштейн для установки защитного барьера Фотон Аолинг Оумарк -
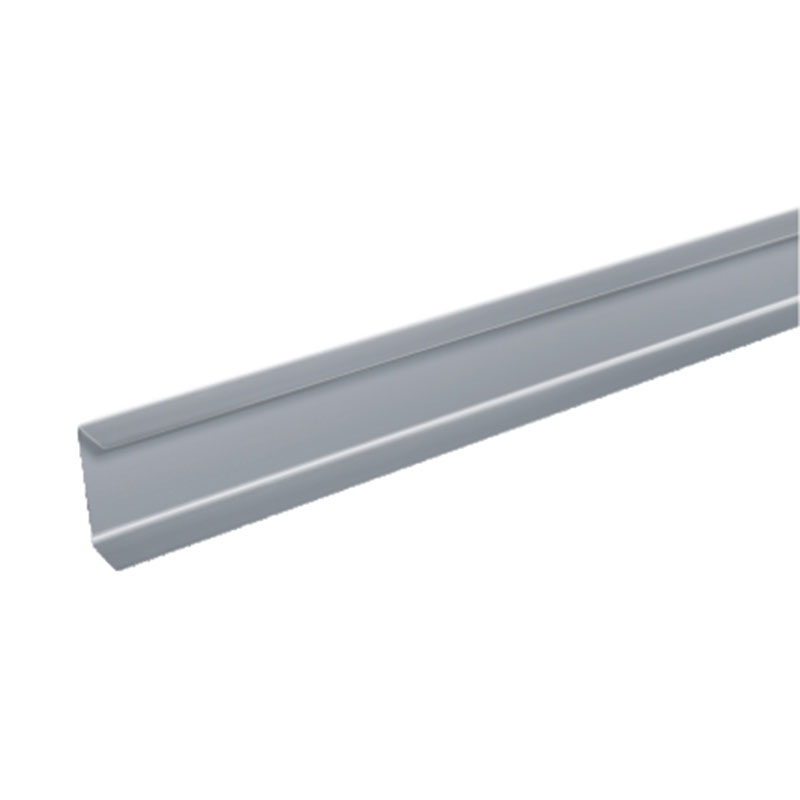 60 80 90 100 Канальные балки
60 80 90 100 Канальные балки -
 Балка типа “Юаньбао” H80, 100
Балка типа “Юаньбао” H80, 100 -
 Боковой защитный барьер Фотон Сяока, Аолинг С1, Шидай, Оумарк, Чаока
Боковой защитный барьер Фотон Сяока, Аолинг С1, Шидай, Оумарк, Чаока -
 Сборка задней подножки
Сборка задней подножки -
 Задний защитный барьер Фотон Оумарк
Задний защитный барьер Фотон Оумарк -
 Сборка кузова Фотон Оумарк
Сборка кузова Фотон Оумарк -
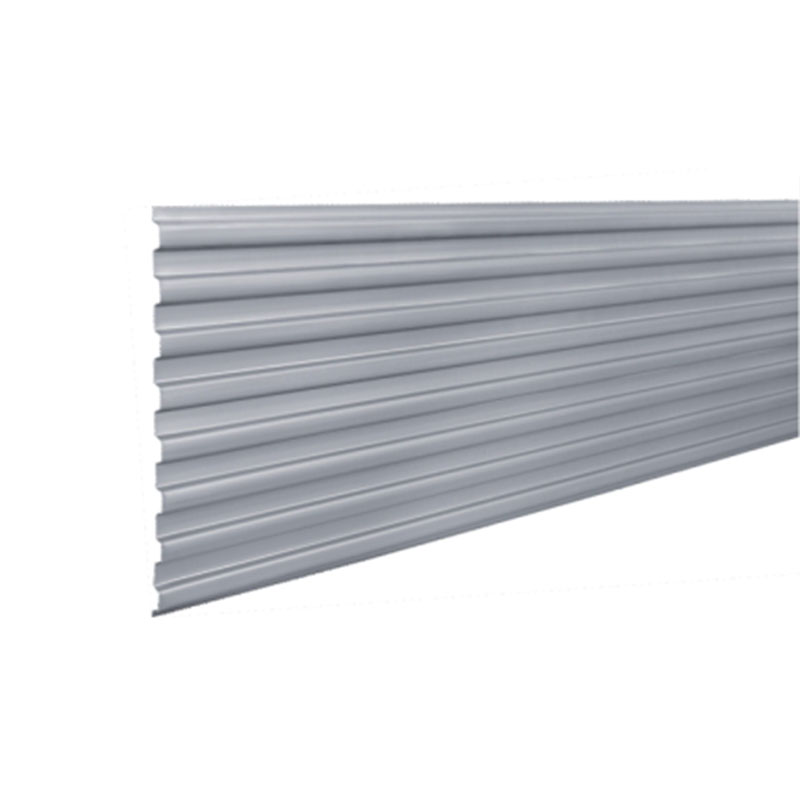
 Ядро панели кузова Фотон Сянлин 360
Ядро панели кузова Фотон Сянлин 360 -
 Педаль серии Фотон M3M4
Педаль серии Фотон M3M4 -
 Ядро панели кузова Джили Юаньчэнь 370
Ядро панели кузова Джили Юаньчэнь 370 -
 Задняя опора ударного бампера
Задняя опора ударного бампера -
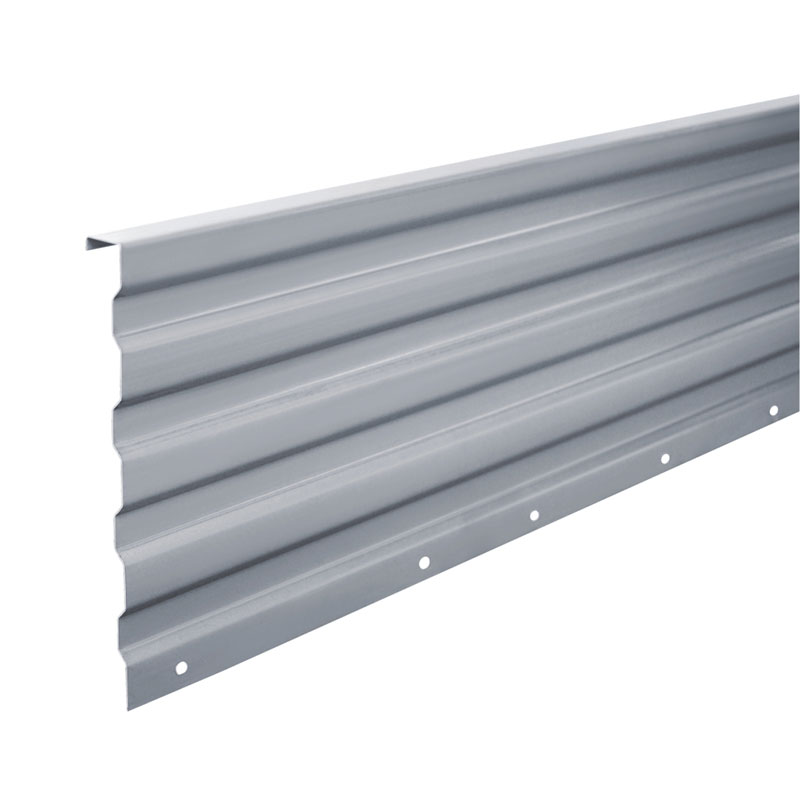 Основная передняя панель
Основная передняя панель
Связанный поиск
Связанный поиск- Боковой аварийный бампер грузовика цена
- Подножка грузовика поставщик
- Поперечина поставщик
- Левая боковая защита в сборе для половин грузовика основная страна покупателя
- Внутренняя накладка нижнего пояса средней части правой лонжерона основная страна покупателя
- Шасси без бортов поставщики
- Правая передняя опора активной подвески основная страна покупателя
- Кронштейн блока подготовки воздуха
- Внутренняя накладка нижнего пояса средней части левой лонжерона производитель
- Пластинчатый пружинный наконечник наружной пластины сварной монтаж