






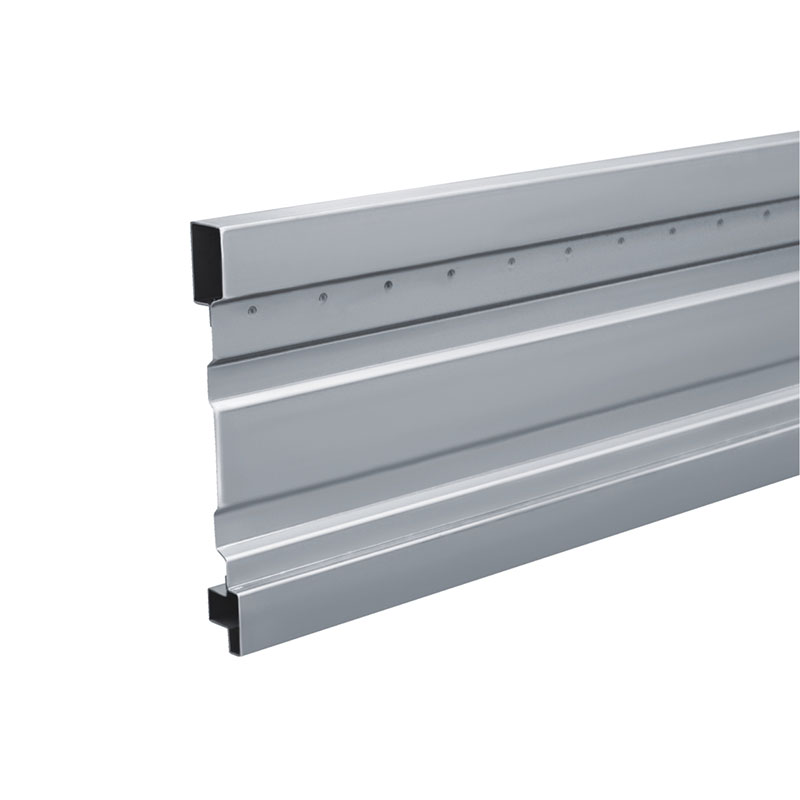
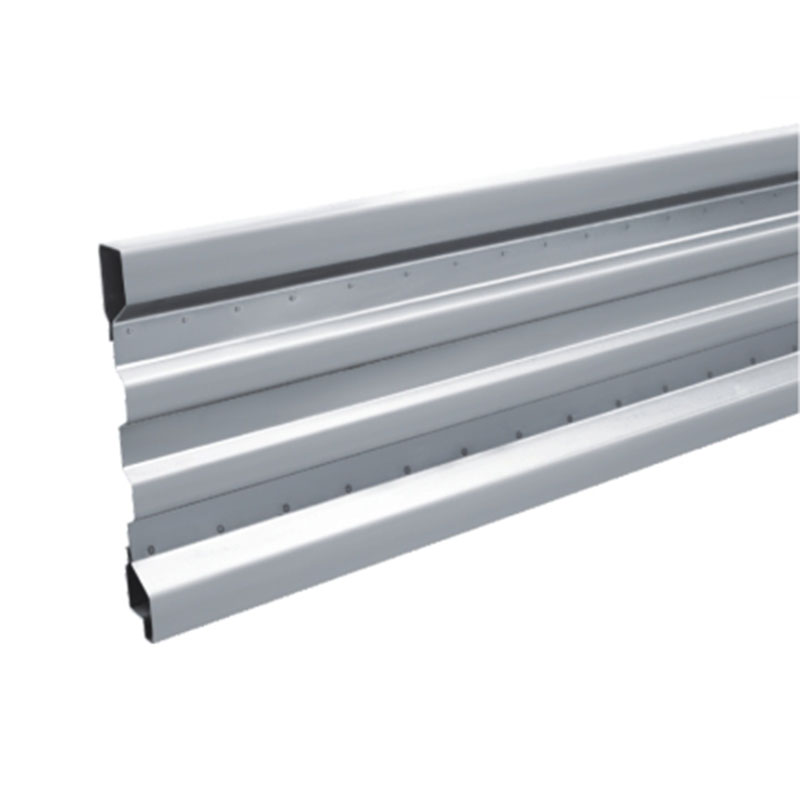
Китай пластинчатый пружинный наконечник наружной пластины сварной монтаж
Когда говорят про пластинчатый пружинный наконечник наружной пластины, многие сразу думают о простой сборочной детали — мол, приварил и забыл. Но на практике, особенно в ответственных узлах типа опорно-поворотных устройств кранов или элементов ходовой части спецтехники, здесь кроется масса нюансов. Самый частый прокол — недооценка роли именно сварной монтаж в общей долговечности узла. Недостаточно просто взять ?китайский? наконечник — нужно понимать, из какой именно стали он сделан, какова геометрия подготовленного под сварку торца, и как это сочетается с режимами сварки основной конструкции. Слишком жесткий шов может ?задушить? пружинные свойства, а слишком слабый — не выдержит циклических нагрузок. У нас на объектах бывало, что трещины шли не по металлу наконечника, а по границе сплавления, и причина была как раз в несоответствии температурных режимов сварки и химического состава материалов.
О материале и геометрии: что часто упускают из виду
Если брать китайские комплектующие, то здесь спектр огромен. Есть продукция, которую делают ?на поток? из рядовых конструкционных сталей, а есть производители, которые действительно работают на инженерный сектор. Например, у ООО Чжученг Аолонг Машинери в ассортименте есть такие наконечники, и по опыту могу сказать — они часто идут из рессорно-пружинных сталей типа 60С2ХА или зарубежных аналогов. Это важно, потому что сам наконечник работает как упругий элемент, принимающий и перераспределяющий нагрузку от наружной пластины. Если материал мягкий, он быстро просядет или сомнется.
Геометрия — отдельная тема. Тот самый конец, который подлежит сварке, должен иметь правильный скос. Видел образцы, где скос был слишком острым, что при сварке приводило к прожогам. И наоборот — слишком тупой угол не обеспечивал нужного провара. Идеальный вариант — когда производитель сам дает рекомендации по разделке кромок. На сайте zcaljx.ru в технических картах на подобные изделия иногда встречаются такие данные, что серьезно облегчает жизнь монтажникам.
Еще один момент — покрытие. Часто наконечники поставляются с грунтовкой или даже оцинковкой. И здесь кроется ловушка для сварки: если не удалить покрытие в зоне шва полностью, гарантированы поры и непровары. Приходится зачищать до чистого металла щеткой или абразивом, и это должно быть требованием техпроцесса, а не инициативой сварщика на месте.
Технология сварки: не только дуга, но и подготовка
Основной метод — ручная дуговая сварка (ММА) или полуавтоматическая в среде защитных газов (MAG). Для ответственных швов, конечно, предпочтительнее полуавтомат. Но ключевое — это подготовка стыка. Наружная пластина, к которой крепится наконечник, часто имеет большую толщину. Нужно обеспечить не просто прихватки, а полноценный провар по всей площади контакта, при этом минимизировав тепловложение, чтобы не отпустить пружинную сталь наконечника.
На практике мы отработали такую схему: сначала точечные прихватки по периметру с малым током, затем — сварка короткими участками (метод ?шаг назад?) с обязательным охлаждением каждого участка. Это долго, но предотвращает коробление и образование больших напряжений. Однажды попробовали варить сплошным швом на большой ток — в итоге после нагрузочных испытаний в зоне термического влияния пошли микротрещины. Пришлось демонтировать весь узел.
Выбор сварочных материалов тоже важен. Электроды или проволока должны быть рассчитаны на сварку разнородных сталей, особенно если базовая пластина — низколегированная сталь, а наконечник — из высокоуглеродистой пружинной. Лучше использовать материалы с повышенной пластичностью наплавленного металла.
Контроль качества: на что смотреть после сварки
Визуальный контроль — это только первый этап. Шов должен быть равномерным, без подрезов, пор и явных наплывов. Но самое главное — проверка на отсутствие трещин, особенно кратерных. Мы используем для этого капиллярный контроль (пенетрант), это быстро и достаточно надежно для поверхностных дефектов.
Обязательный этап, который многие игнорируют в погоне за сроками, — проверка геометрии узла после сварки. Тепловая деформация — вещь серьезная. Были случаи, когда из-за неравномерного остывания шва наружная пластина с приваренным пружинным наконечником получала заметный прогиб, что делало невозможным его установку в сборочную единицу без дополнительной правки. Теперь после сварки всегда кладем узел на поверочную плиту или проверяем лекалом.
Если речь идет о серийном производстве или ответственных заказах, то не помешает и ультразвуковой контроль основного шва. Особенно в корне шва, где чаще всего зарождаются усталостные трещины при циклических нагрузках. Для компаний, которые занимаются этим профессионально, как ООО Чжученг Аолонг Машинери, наличие такого контроля в технологической цепочке — признак серьезного подхода.
Практические кейсы и частые проблемы
Из последнего опыта — монтаж узла подвески для тяжелого модуля. Использовались как раз китайские наконечники. Проблема возникла не с самими деталями, а с документацией: в паспорте на партию не было указано точное содержание углерода в стали. Пришлось делать выборочную спектральный анализ, чтобы подобрать правильный режим сварки. Вывод: даже при работе с проверенным поставщиком всегда запрашивайте максимально подробные сертификаты или техпаспорта на материалы.
Другая история связана с коррозией. После успешного монтажа и испытаний узел отправился на объект с высокой влажностью. Через полгода по шву пошла поверхностная коррозия. Оказалось, что после сварки шов не был должным образом зачищен и покрыт защитным составом вровень с основным покрытием деталей. Теперь в спецификацию всегда включаем пункт о финишной антикоррозионной обработке зоны сварного соединения.
И конечно, логистика и хранение. Пружинные наконечники, особенно незащищенные, нельзя бросать или хранить в сырости. На одном из складов видел, как коробки с деталями стояли прямо на бетонном полу в неотапливаемом помещении. Результат — поверхностная ржавчина, которую перед сваркой нужно удалять, что добавляет работы и риски по качеству очистки.
Вместо заключения: мысли о надежности в целом
Так что, сварной монтаж пластинчатого пружинного наконечника наружной пластины — это не просто операция в техпроцессе. Это комплексная задача, которая начинается с выбора поставщика, который дает полную информацию о продукте, как, например, делает это компания на своем сайте www.zcaljx.ru, где можно найти не только каталог, но и некоторые технические рекомендации.
Надежность конечного узла складывается из трех равных частей: качества самой детали (материал, термообработка, геометрия), грамотно разработанной технологии сварки (подготовка, режимы, материалы) и квалификации исполнителя. Если выпадает одно звено — жди проблем в эксплуатации.
Сейчас на рынке много предложений, и китайские производители, в том числе такие солидные, как упомянутая компания из Жучэна с их производственными площадями и инженерным отделом, предлагают вполне конкурентный продукт. Но его потенциал раскрывается только тогда, когда на стороне монтажника или производителя оборудования есть понимание всех этих тонкостей. Без этого даже самая лучшая деталь может не оправдать ожиданий.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Запорный болт
Запорный болт -
 Сборка кузова Фотон Шидэй S1
Сборка кузова Фотон Шидэй S1 -
 Задний защитный барьер Фотон Руиво
Задний защитный барьер Фотон Руиво -
 Сборка кузова Фотон Юлин
Сборка кузова Фотон Юлин -
 Ядро панели кузова Фотон S1 400
Ядро панели кузова Фотон S1 400 -
 Треугольная усилительная пластина
Треугольная усилительная пластина -
 Балка типа “Юаньбао” H80, 100
Балка типа “Юаньбао” H80, 100 -
 Контролирующая панель
Контролирующая панель -
 Ядро панели кузова Фотон Цзюйюнь 550
Ядро панели кузова Фотон Цзюйюнь 550 -
 Педаль серии Фотон M3M4
Педаль серии Фотон M3M4 -
 Ядро панели кузова Фотон Лингхан, CNHTC Howo 400
Ядро панели кузова Фотон Лингхан, CNHTC Howo 400 -
 Сборка замка панели
Сборка замка панели
Связанный поиск
Связанный поиск- Внутренняя пластина рессорного кронштейна поставщик
- Дешево днище в сборе и комплектующие
- Дешево кронштейн клапана abc системы
- Паз крепления балки
- Китай кронштейн системы выпуска отработавших газов
- Корея h100 грузовой задний фонарь панель цена
- Кузов прицепа поставщик
- Тяговая пластина цена
- Основной борт высотой 550 мм производитель
- Днище в сборе и комплектующие поставщик