






Пластинчатый пружинный наконечник наружной пластины сварной монтаж основная страна покупателя
Многие начинающие инженеры, работающие с наружной пластиной сварной монтаж, часто фокусируются исключительно на сварочном процессе, упуская из виду критически важные аспекты, влияющие на долговечность и работоспособность изделия. Иногда кажется, что главное – это надежность соединения пластины и пружины, а все остальное вторично. Но на практике, даже небольшие отклонения в подгонке, предварительной сборке и последующей обработке могут привести к серьезным проблемам. Особенно это ощущается при производстве для стран СНГ, где требования к качеству и безопасности зачастую более жесткие, чем в других регионах.
Обзор: Что важно при установке пластинчатого пружинного наконечника
В этой статье я хочу поделиться своим опытом, основанным на многолетней работе с пластинчатыми пружинами. Мы рассмотрим ключевые этапы монтажа, особенности сварочного процесса, распространенные ошибки и способы их предотвращения, а также нюансы, связанные с поставками в основные рынки сбыта. Постараюсь говорить максимально просто и понятно, избегая излишнего формализма.
Подготовка к сварке: Первичная сборка и контроль геометрии
Прежде чем приступить к сварке, крайне важно убедиться в правильной геометрии конструкции. Это включает в себя точную подгонку пластинчатого пружинного наконечника к пластинчатому пружинному элементу, а также выравнивание и центровку всех элементов. Часто возникают проблемы, связанные с несовпадением размеров из-за усадки металла при обработке или неточностей в предыдущих операциях. Использование шаблонов и контрольно-измерительных инструментов – необходимость, а не просто хорошая практика.
В нашем случае, мы работали с заказом для одного из крупнейших производителей промышленного оборудования в Казахстане. Они предъявляли очень высокие требования к точности, так как их продукция должна выдерживать экстремальные нагрузки и работать в суровых условиях. Особое внимание уделялось выравниванию поверхности пружины и наконечника, чтобы избежать неравномерной нагрузки при деформации. Недостаточный контроль геометрии привел к нескольким бракованным партиям, что, естественно, увеличило стоимость производства.
Сварочный процесс: Выбор технологии и параметры
Сварочный процесс – это, конечно, самый ответственный этап. В зависимости от используемых материалов и требуемых характеристик, можно использовать различные технологии: TIG, MIG/MAG, лазерная сварка. Я склоняюсь к TIG сварке для наружной пластины сварной монтаж, особенно когда требуется высокая точность и минимальное термическое воздействие на металл. Важно правильно подобрать сварочные параметры: ток, напряжение, скорость сварки, тип защитного газа. Неправильные параметры могут привести к образованию дефектов, таких как пористость, трещины и недостаточное соединение. Мы часто сталкиваемся с проблемой деформации материала в месте сварки, особенно при работе с тонким металлом. Для решения этой проблемы приходится применять специальные методы охлаждения и стабилизации.
Одним из важных моментов является правильный выбор присадочного материала. Он должен быть совместим с основным металлом и обеспечивать высокую прочность и коррозионную стойкость сварного шва. Использование неподходящей присадки может привести к образованию слабых мест в конструкции и ускорить износ деталей. Например, при работе с нержавеющей сталью, важно использовать присадочный материал, который не будет образовывать карбиды, так как они снижают пластичность металла.
Особенности монтажа в странах СНГ и общие проблемы
При поставках оборудования в страны СНГ, особенно в такие страны, как Россия, Казахстан и Узбекистан, необходимо учитывать местные стандарты и требования к качеству. В этих странах часто встречаются более жесткие проверки и контроль со стороны государственных органов, что требует от производителей повышенного внимания к деталям. Кроме того, на рынке труда может быть нехватка квалифицированных сварщиков, что может затруднить процесс производства. Одной из распространенных проблем является низкая культура производства и недостаточный контроль качества на этапе сборки.
Часто встречаются случаи, когда используется некачественное оборудование или неподходящие материалы. Это может привести к преждевременному износу деталей и снижению надежности оборудования. Наши клиенты в Казахстане часто жалуются на проблемы с качеством сварки, выполненной местными подрядчиками. Это связано с недостаточной квалификацией сварщиков и использованием устаревшего оборудования. Поэтому мы всегда рекомендуем проводить собственную проверку качества сварки перед отправкой оборудования клиенту.
Решение проблем: Анализ дефектов и корректировка процесса
Если при сборке выявлены дефекты, необходимо провести тщательный анализ причин их возникновения. Это может включать в себя проверку сварочных параметров, качество материалов, квалификацию сварщиков, а также правильность геометрии конструкции. Важно не просто устранять дефекты, но и предотвращать их повторение в будущем. Для этого необходимо разработать и внедрить систему контроля качества на всех этапах производства. В нашем случае, мы разработали систему контрольных точек, на которых проверяется качество сварки и геометрия конструкции. Это позволило нам значительно снизить количество бракованных деталей.
Например, однажды мы получили жалобу от клиента в России на повышенную хрупкость сварных швов. После проведения анализа выяснилось, что использовался неподходящий сварочный режим для конкретного типа стали. Мы немедленно скорректировали параметры сварки и провели повторное тестирование. После этого проблема была решена, и клиент остался доволен качеством нашей продукции.
Заключение: Надежность конструкции – залог долговечности
Правильный сварной монтаж наружной пластины сварной монтаж, пластинчатого пружинного наконечника и пластинчатого пружинного элемента – это не просто техническая операция, это критически важный этап, от которого зависит долговечность и надежность всей конструкции. Внимание к деталям, соблюдение технологических процессов, контроль качества на всех этапах производства – это залог успешного производства и удовлетворенности клиентов. И не стоит забывать о специфике рынка, в особенности при работе с заказчиками из стран СНГ, где требования к качеству зачастую выше.
ООО Чжученг Аолонг Машинери стремится предоставлять высококачественные решения для различных отраслей промышленности. Мы постоянно совершенствуем наши технологии и процессы, чтобы соответствовать требованиям наших клиентов и рынка.
Более подробная информация о нашей компании и продукции доступна на сайте: https://www.zcaljx.ru.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
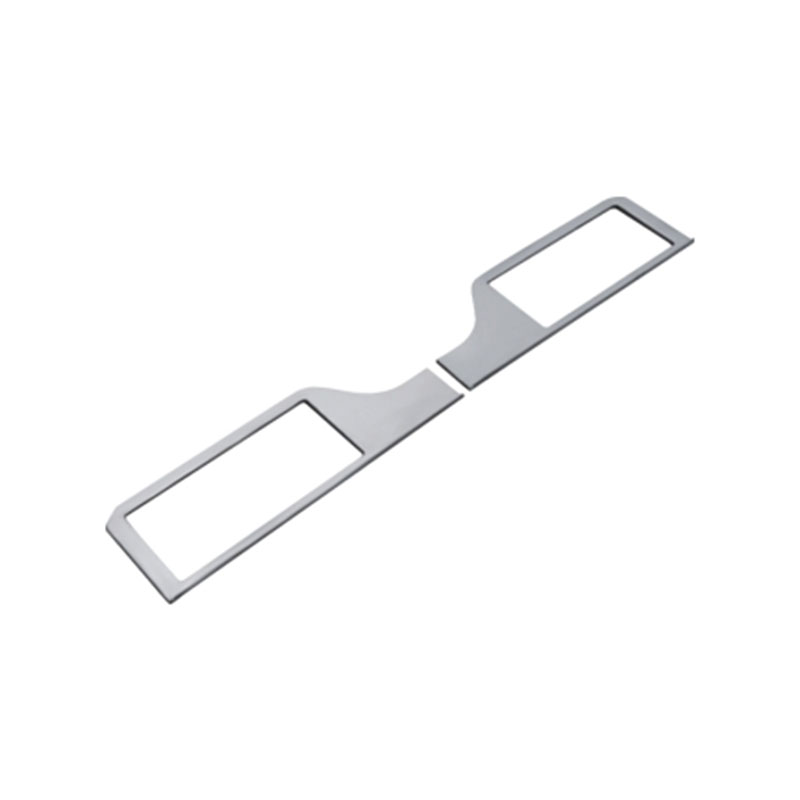
 Рамка для модели Шидай H70
Рамка для модели Шидай H70 -
 Кронштейн для бака рулевого управления
Кронштейн для бака рулевого управления -
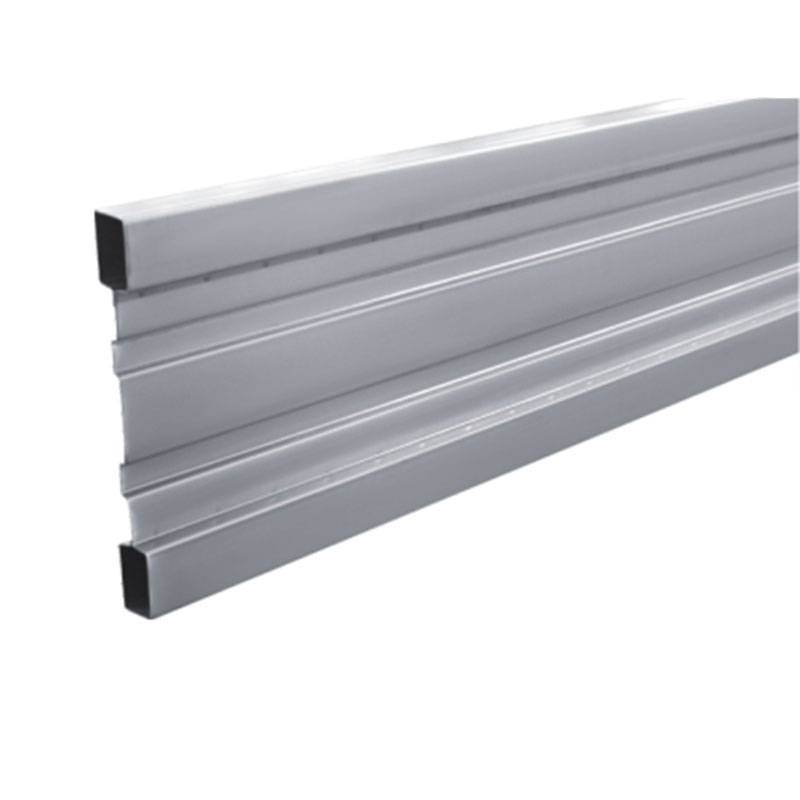
 Двухслойный боковой защитный барьер Фотон Руиво
Двухслойный боковой защитный барьер Фотон Руиво -
 Сборка кузова Фотон Сянлинг V
Сборка кузова Фотон Сянлинг V -
 Сборка кузова Фотон Чаока M4
Сборка кузова Фотон Чаока M4 -
 Ядро панели кузова Фотон Цзянхуай Танг 460 500
Ядро панели кузова Фотон Цзянхуай Танг 460 500 -
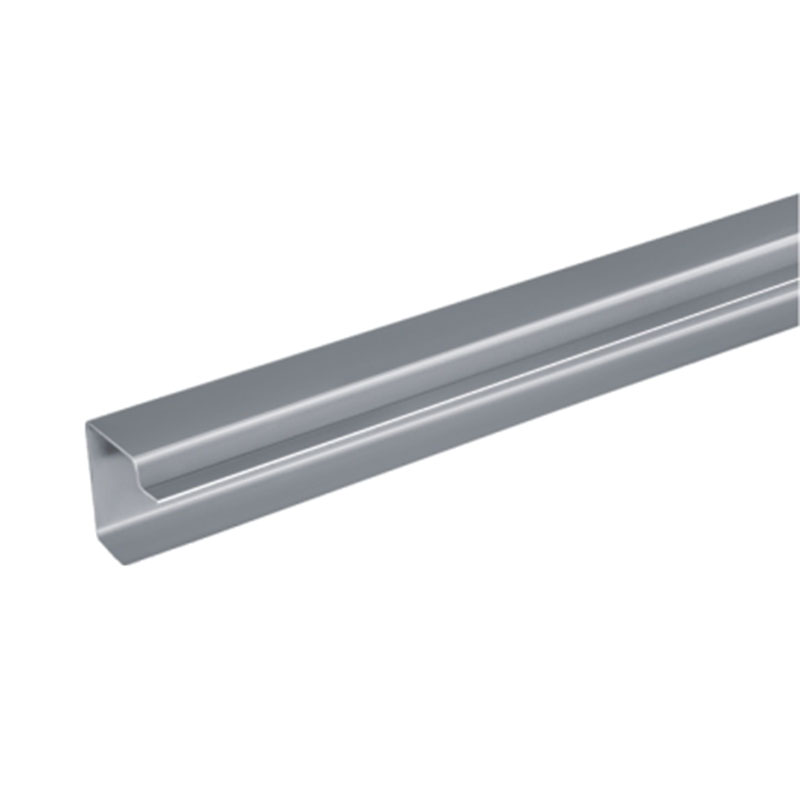
 Серия автомобильных защитных барьеров
Серия автомобильных защитных барьеров -
 Основная передняя панель
Основная передняя панель -
 Передняя арка дверной рамы
Передняя арка дверной рамы -
 Сборка замка панели
Сборка замка панели -
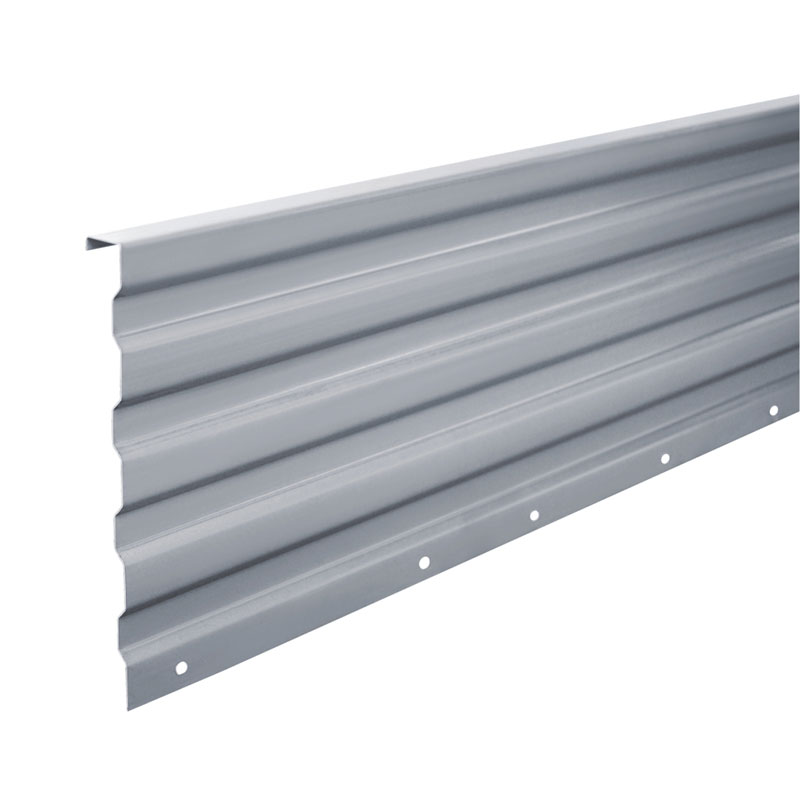
 Задний защитный барьер Фотон Оумарк
Задний защитный барьер Фотон Оумарк -
 Педаль H100
Педаль H100
Связанный поиск
Связанный поиск- Окантовка задних фонарей грузовика основная страна покупателя
- Внутренняя накладка нижнего пояса средней части левой лонжерона поставщик
- Кронштейн шланга в сборе производители
- Китай комплект бортовой платформы
- Кронштейн блока подготовки воздуха
- Швеллер 80 мм основная страна покупателя
- Подножка грузовика h100 основная страна покупателя
- Усиливающая пластина поперечины цена
- Панель задних фонарей chery new energy производители
- Кронштейн электронасоса основная страна покупателя